- Our Products
-
Choose your Cabinet Style
-

A kitchen cabinet box construction guide is the first thing any serious buyer should read before signing a purchase order, because the box — not the door — is what determines whether a cabinet line survives ten years of humidity, load, and hardware cycles. Whether you’re a distributor sourcing container loads or a builder specifying cabinets for a multi-unit project, understanding plywood versus MDF at the box level changes the total cost of ownership far more than any door style choice.
Most buyers shop by door style — shaker, slab, raised panel — and forget that the box carries the weight, holds the screws, and resists the moisture. A cabinet with a beautiful painted door and a weak box will sag, separate at the corners, or swell within two or three years of daily use. That’s why every kitchen cabinet box construction guide worth reading starts with material science, not aesthetics.
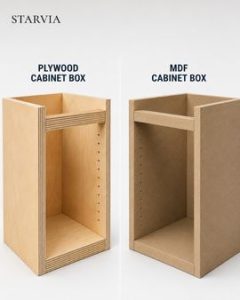
At the box level, there are really only two serious contenders: plywood and MDF (medium-density fiberboard). Particleboard still shows up in budget lines, but for OEM programs shipping to the US, Canada, Australia, and Europe, the real decision buyers face is plywood vs MDF, and that decision should be made deliberately rather than left to whatever a factory defaults to.
Plywood is built from cross-laminated veneer layers, typically an odd number of plies glued with the grain running in alternating directions. That cross-lamination is what gives plywood its dimensional stability — it resists warping and twisting because each layer counteracts the movement of the one above and below it.
MDF is a homogenous panel made from wood fibers bonded with resin under heat and pressure. It has no grain and no layers, which is exactly why it machines and paints so cleanly — but it’s also why it has no cross-grain strength to resist racking or moisture swelling.
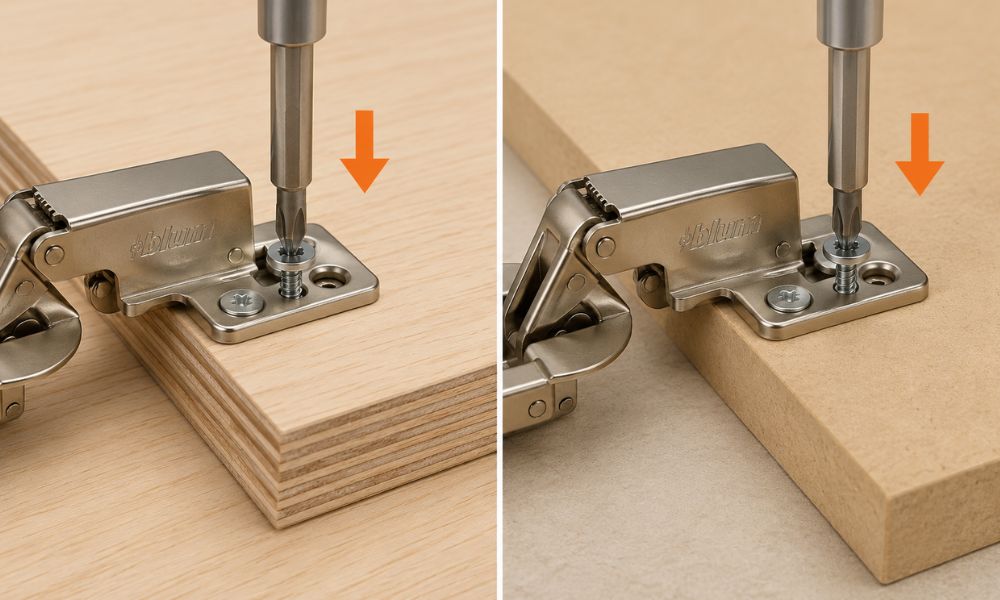
Plywood provides stronger screw retention for cabinet hardware than MDF.
For cabinet boxes specifically, plywood holds screws and cam-lock fasteners more reliably over repeated assembly and disassembly cycles, which matters for RTA (ready-to-assemble) programs and for hardware like drawer slides and hinge plates that get adjusted repeatedly. MDF’s fiber structure tends to strip out around screw threads faster, especially at panel edges, which is a common source of warranty claims on lower-cost programs.
Kitchens and bathrooms are wet environments by definition. Plywood handles incidental moisture — a leaking sink line, condensation under a dishwasher, humidity in coastal climates — far better than MDF, which swells at the edges and can delaminate permanently once saturated. This is the single biggest reason plywood dominates box construction in commercial and rental-grade programs where maintenance callbacks are expensive and hard to schedule around tenants.

Plywood withstands moisture better than MDF in kitchens and bathrooms.
Not all plywood is equal, and this is where a proper kitchen cabinet box construction guide has to get specific rather than generic. For cabinet sides, most OEM programs specify B/BB or BB/CC veneer-core plywood, giving one clean show face and a sound structural back. Higher-end programs, especially for exposed cabinet ends, sometimes step up to void-free Baltic birch construction, where every inner ply must be solid with no gaps — a manufacturing standard, not a marketing claim.
Thickness matters as much as grade. The common industry standard for frameless cabinet box construction is 3/4″ (18mm) side panels with 1/2″ (12mm) backs; some budget frameless lines drop to 5/8″ sides, but 3/4″ remains the safer spec anywhere the cabinet will carry granite, quartz, or heavy upper-cabinet loads. Backs can run thinner than sides because they carry less structural load, but thicker backs are preferable wherever drawer slide hardware or wall-mounting brackets are fastened directly into them.
Shelving spans are another area buyers overlook. A 3/4″ plywood shelf spanning more than 30–32″ without a center support will sag under the weight of dishes or small appliances over time, while MDF shelves sag at even shorter spans. If a supplier’s drawings show long unsupported shelves in MDF, that’s worth flagging before production starts, not after the container arrives.
MDF typically runs 10–15% less expensive than plywood at the raw panel level, and that gap compounds across a full kitchen or a container-scale program. For buyers comparing supplier quotes, it’s worth asking exactly which component uses which material — many programs quote a lower price by using MDF for door panels and interior shelving while keeping plywood for the structural box, which is a reasonable hybrid rather than a corner cut.
What buyers should watch for is a quote that uses MDF for the box itself to hit a price target. That’s where the long-term cost shows up — not in the invoice, but in warranty claims, swelling returns, and reputational risk with the end customer. A cheaper container price that generates field failures a year later almost always costs more than paying the plywood premium upfront.
Most experienced cabinet buyers land on the same conclusion: plywood wins for the box and long shelving spans, while MDF wins where a dead-smooth painted surface matters, such as shaker or slab door faces. This hybrid isn’t a compromise — it’s the industry-standard approach for a reason. It gives the structural stability and moisture resistance where the cabinet needs to perform, and the flawless paint-grade finish where it needs to look good.
Organizations like the National Kitchen & Bath Association (NKBA) reference this hybrid construction approach in their design and specification guidance, and it’s the default specification Starvia builds into OEM programs unless a buyer requests otherwise.
Because MDF and some plywood cores use urea-formaldehyde resins, formaldehyde emissions are a real compliance question for any program shipping into North America. CARB Phase 2 (California Air Resources Board) sets emission limits for composite wood products, and TSCA Title VI aligns federal requirements with the CARB standard. A kitchen cabinet box construction guide that skips this is incomplete — buyers should always confirm CARB Phase 2 or TSCA Title VI certification numbers directly from their supplier before finalizing a purchase order. Details on the underlying regulation are available from the California Air Resources Board’s composite wood program.
Specification sheets and sample photos only tell part of the story. Before committing to a container-scale order, buyers should request a physical box sample or a factory video showing panel edges, joinery, and back-panel attachment. A few checks catch most problems early: confirm panel thickness with calipers rather than trusting the spec sheet alone, ask whether the back panel is inset into a dado groove or simply stapled on, and request the CARB or TSCA certificate number rather than accepting a verbal assurance.
It’s also worth asking how the factory handles cabinet corners — doweled and glued joints generally outperform staple-only construction over years of seasonal wood movement, particularly in climates with large humidity swings between summer and winter.

Precision CNC production of plywood cabinet boxes at a modern Vietnam manufacturing facility.
Starvia operates a Vietnam OEM factory of roughly 1,000,000 sq ft with around 1,000 employees, shipping approximately 150 containers per month to the US, Canada, Australia, and Europe. Every program runs on Homag CNC lines holding ±0.5mm tolerance, and composite wood components carry CARB Phase 2 certification (No. CARB/EPA23072, valid through July 2026).
Standard box construction uses veneer-core plywood sides and backs, with door and panel material selected by program: melamine-faced MDF for painted or solid-color lines, plywood substrate for veneer programs. MOQ starts at one 40ft container, with FOB Hai Phong pricing running $42,000–$52,000 for melamine programs and $60,000–$72,000 for plywood-heavy programs. Transit runs 18–22 days to the US West Coast and 28–32 days to the East Coast.
For structural strength and moisture resistance, yes — plywood is the stronger choice for the box itself. MDF still has a legitimate place in cabinet programs, just typically on doors and panels rather than the load-bearing box.
3/4″ (18mm) is the standard for frameless cabinet box construction, with 1/2″ (12mm) commonly used for backs. Thinner specs exist for budget programs but reduce margin for error under heavy loads.
Yes. MDF is highly absorbent, and moisture exposure causes swelling and edge deterioration that is generally permanent, unlike plywood, which tolerates incidental moisture far better.
Yes, and this hybrid approach is standard practice — plywood boxes paired with MDF doors give buyers both structural durability and a smooth painted finish.
Ask for CARB Phase 2 or TSCA Title VI compliance documentation directly from the supplier, since both regulate formaldehyde emissions in composite wood components used in cabinet manufacturing.
Yes — plywood-heavy programs typically run higher FOB pricing than melamine/MDF-based programs due to raw material cost, which is why buyers should confirm exactly which material is used for the box versus the door before comparing quotes.
The most frequent mistake is evaluating a cabinet program entirely from door photos and finish samples, without ever asking what’s behind the face frame or door panel. A supplier can show a beautiful painted shaker door built on a box that uses thin MDF sides, and from a showroom sample, a buyer would never know. The second most common mistake is assuming “plywood” on a spec sheet means the same thing across factories — grade, ply count, and core quality vary enormously, and a BC-grade softwood plywood behaves very differently from a veneer-core hardwood panel under the same load.
A third mistake is treating box construction as a fixed cost rather than a negotiable spec. Buyers who request box construction details upfront — plywood grade, panel thickness, joinery method — generally get a more accurate quote and fewer surprises at container inspection, compared to buyers who accept a generic “commercial grade” description without asking what that means in practice.
The right takeaway from any kitchen cabinet box construction guide is simple: ask your supplier exactly what material is inside the box, not just what the door looks like. Plywood boxes with MDF or veneer doors remain the most reliable specification for programs that need to perform in real kitchens and bathrooms over a decade or more of use.
Starvia builds cabinet box construction to this standard on every OEM program, with CARB Phase 2 certified materials and container-scale capacity. Contact Starvia to review specifications, request samples, or get an FOB quote for your next program.



 View collection
View collection View collection
View collection View collection
View collection View collection
View collection


